
电话:+86-531-83231687
传真:+86-531-83451215
e-mail: sdzander@hotmail.com
skype:zander.welding.industry
地址:山东济南章丘白云湖工业园
市场路南排3号

焊接时作为填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体保护电弧焊时,焊丝用作
填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,焊丝既是填充金属,同时也是导电电极。
焊丝可分为3类。焊丝的表面不涂防氧化作用的焊剂。
先达焊丝zander
S.k.y.p: zander.welding.industry
二氧化碳气体保护电弧焊(简称CO2焊)的保护气体是二氧化碳(有时采用CO2+O2的混合气体)。
由于二氧化碳气体的0热物理性能的特殊影响,使用常规焊接电源时,焊丝端头熔化金属不可能形成
平衡的轴向自由过渡,通常需要采用短路和熔滴缩颈爆断、因此,与MIG焊自由过渡相比,飞溅较多。
但如采用优质焊机,参数选择合适,可以得到很稳定的焊接过程,使飞溅降低到最小的程度。由于所用
保护气体价格低廉,采用短路过渡时焊缝成形良好,加上使用含脱氧剂的焊丝即可获得无内部缺陷的刘
质量焊接接头。因此这种焊接方法目前已成为黑色金属材料最重要焊接方法之一。
先达焊丝zander
S.k.y.p: zander.welding.industry
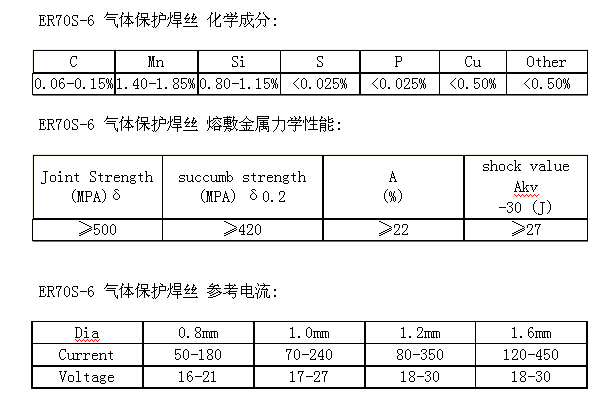
1.简述: ER70S-6是低合金钢焊丝,由于采用了独特的工艺措施,使其具有较强的铜层结合力和抗锈蚀能力,
焊接过程中,焊丝送丝稳定,焊缝成形美观,飞溅小,焊接工艺优良,焊缝具有较高的低温冲击性。
2.标准:GB/T ER50-6 DIN SG2 JIS YGW12
AWS ER70S-6 BS A18 EN G3Si1
3.用途: 适用于船舶用钢(A、B、D、E、A36、D36、E36)和相同等级强度的低合金